
以下是:江苏省常州市圆管弯管机合格才发货的产品参数
范围 圆管弯管机合格才发货供应范围覆盖江苏省 常州市 南京市、苏州市、连云港市、无锡市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 天宁区、钟楼区、戚墅堰区、新北区、武进区、溧阳市、金坛区等区域。 【愚公斧】持续拓展产品矩阵,现有南京愚公斧岩石撑裂机海量货源、徐州愚公斧岩石撑裂机重信誉厂家、镇江愚公斧岩石撑裂机品质值得信赖、扬州愚公斧岩石撑裂机厂家直销直供、戚墅堰愚公斧岩石撑裂机批发价格、武进愚公斧岩石撑裂机大品牌值得信赖等,满足不同场景需求。选购圆管弯管机合格才发货来江苏省常州市找愚公斧开山机械设备制造(常州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李总工,地址:[小店区208国道东浦村东浦路一号]。 江苏省,常州市 公元前547年,吴王余祭封季札于延陵,此为常州文字记载名称。常州之名源于常熟,“常”意为“永恒不断”之意。公元589年,于常熟县置常州,后割常熟县入苏州,遂移常州治于晋陵,常州之名由此始来,历朝均为郡、州、路、府治所,曾经有过延陵、毗陵、毗坛、晋陵、长春、尝州、武进等名称。常州市是上海大都市圈和苏锡常都市圈重要城市,国务院批复确定的长江三角洲地区中心城市之一、先进制造业基地和文化旅游名城、历史文化名城。常州市境内景点有春秋淹城旅游区、茅山、中华恐龙园等。
深入了解圆管弯管机合格才发货产品,一部视频就够了,快来观看!以下是:江苏常州圆管弯管机合格才发货的图文介绍江苏常州愚公斧开山机械设备制造有限公司主营 愚公斧岩石撑裂机。本公司拥有从专业开发,经营管理到市场营销的精英人才,从产品设计开发,技术创新、到营销能力都在同行业中处于翘楚地位。合理的产品价值,使公司的产品供不应求,赢得用户的良好赞誉。江苏常州愚公斧开山机械设备制造有限公司以“质量、 质量、再质量的高要求品质意识”诚邀天下客商,携手共进,共同创造美好未来。
试机
1、为确保工作顺畅,在初步工作前二定要把机器调试好。
2、检查电源是不是正常。检查电机油泵组是不是正转。
3、将压力表开关翻开,溢流阀调压手轮松开。
4、点动电机,检查旋转方向是不是正确。检查电液阀和点动开关是不是正常。
5、悉数准备工作无误后,发起电机,将油压调至10Mpa,试运行三分钟左右,如果工作正常,准备正式工作。
3、夏季注入46号机械油,冬季可注入68号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长时间长。
维护与保养
1、新机运行50小时后,检查并禁锢各螺栓,有无松动;
2、新机运行100小时后(大约15天)更换液压油;
3、新机运行200小时后更换减速机油;
4、每年更换一次液压油,减速机油;
5、每班给压力轴加注黄油。
6、凡购买公司产品用户,公司提供终身免费技术支持,1对1指导。
安装、使用、维护全操作规程。
1、安装在坚硬的基础面上、设备保持平稳。开机前减速器应加润滑油。
2、使用设备前、请认真阅读说明书、再进行设备操作。严格遵守规章制度和安
3、操作人员应了解并掌握设备的结构及工作原理和保养检查点。掌握开机、停机的方法和顺序(按电磁调速电机的使用说明书操作)。
4、设备正在运行时如须打反转、则应先将调速开关复位、停机后停1分钟再开机。
5、被动轮进给时、应先将紧固螺栓松开、进给达到刻度后、再将圆螺母拧紧固定;被动轮两边的螺栓(4-m30)拧紧、固定。每次被动轮进给时需将工件完全退出后再进给。
6、使用过程中应及时清理压轮槽内及工作台表面的杂滓。请注意、本机电源为三项四线。
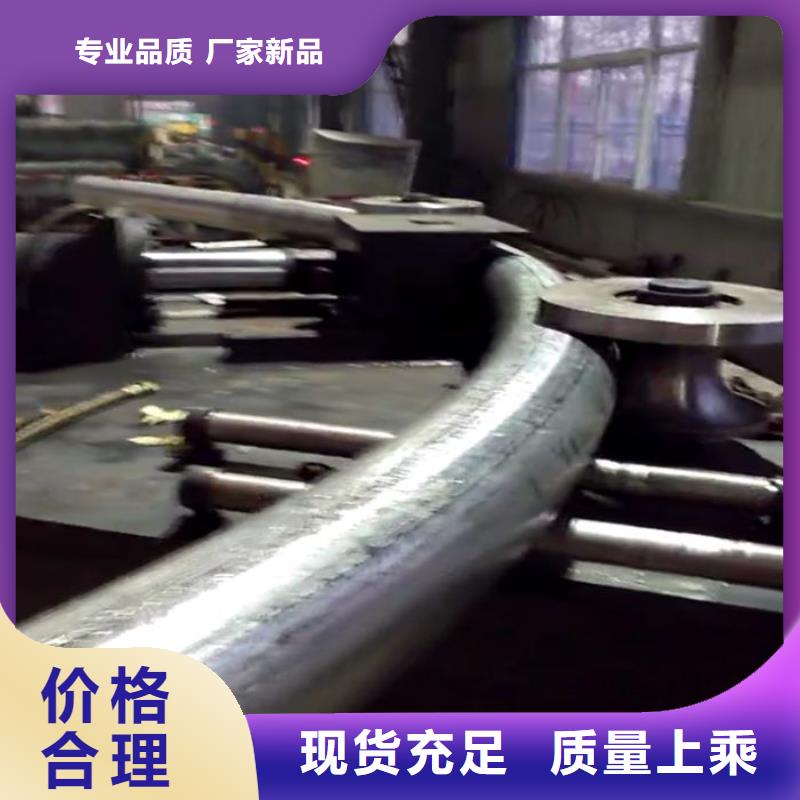
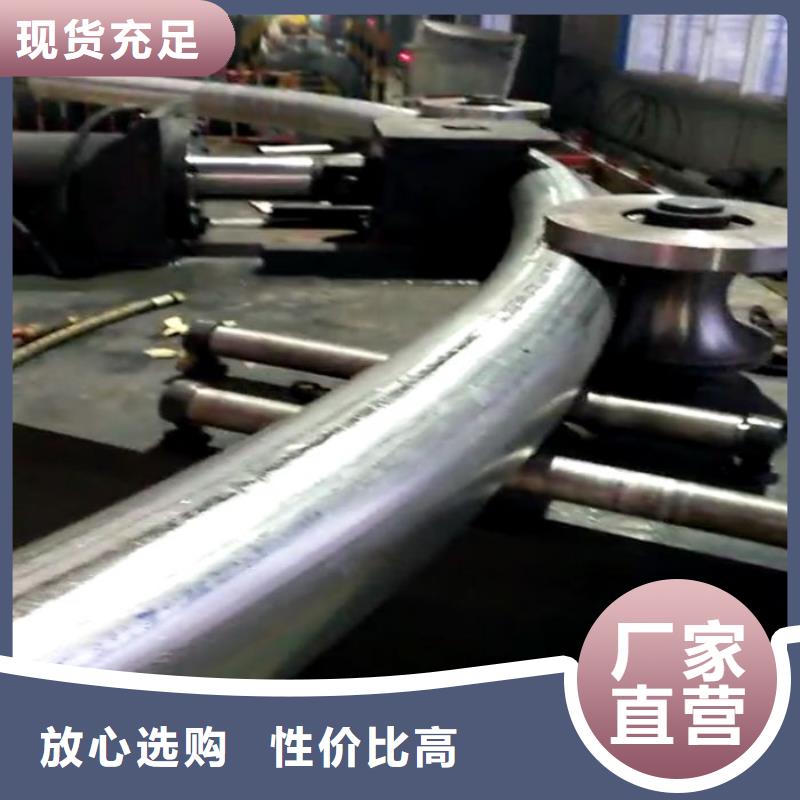
圆管弯管机型号组成:机械传动部分,智能控制系统、模具平台弯管机因模具安装位置位于机器平台上而得名。平台弯管机分为:电动平台弯管机及液压平台弯管机。
电动平台弯管机采用涡轮减速箱传动,弯管过程轮模转动,配合压条性定型弯管,保证了弯曲半径的统一。可弯不同直径的圆管,方管,矩形管等机器体积小、拆卸模具方便、操作简单经济实用。
安装时请正确引入电源线,初次使用前减速箱里需加齿轮油或机油、使用约三月后需换更换、以后每年换一次。切记不能高负荷使用设备(如:150型液压平台弯管机,适用于管直径小于150mm*8.0的管子加工,管子大于150mm则属于高负荷使用)
大型圆管弯管机直销设备特点:
1、机器运作稳定.具有手动、自动、半循环、全循环等多种功能任意选择.机头,弯管设计,提供大弯管空间.
2、模板更换简单方便,便于弹性生产.大容量冷却循环系统,使机器运行更稳当移动式脚踏式开关,具有自动启动、紧急停止、紧停连续三种功能.
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
今年在江苏省常州市购买圆管弯管机合格才发货有了新选择,愚公斧开山机械设备制造(常州市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的圆管弯管机合格才发货产品。如需购买或咨询,请随时联系我们,联系人:李总工-【18762195566】,地址:小店区208国道东浦村东浦路一号。









